Consolidar una posición como proveedor competitivo en la cadena de suministro europea del sector de automoción es un desafío que trasciende la simple capacidad de fabricación. Exige una combinación de precisión absoluta, eficiencia de costes y una fiabilidad logística impecable. En Industrias Ríos, hemos demostrado esta capacidad a través de proyectos como la fabricación y exportación de un lote de pletinas de precisión (Ref. X82) para un cliente TIER 1 de referencia, con instalaciones en Luton (Reino Unido). Este proyecto no solo demostró nuestra excelencia técnica en el mecanizado de aleaciones de aluminio, sino también nuestra robustez como socio internacional.
El Desafío: Eficiencia y precisión en la línea de ensamblaje
El sector de la automoción, especialmente en el nivel TIER 1, opera bajo una presión constante de “just-in-time” y “cero defectos”. Nuestro cliente en Luton necesitaba un proveedor capaz de suministrar una serie de pletinas estructurales de aluminio (Ref. X82) que se integrarían directamente en su línea de ensamblaje. El reto era triple:
Reto Técnico (Material y Tolerancias): El componente debía mecanizarse partiendo de una aleación de aluminio específica, conocida por su ligereza pero también por su sensibilidad a la deformación durante el mecanizado. El diseño incluía múltiples taladrados y cajeados (pockets) con tolerancias de posicionamiento y planitud muy estrictas. Cualquier desviación impediría el ensamblaje automático, causando paradas de línea, un coste inasumible para el cliente.
Reto de Proceso (Eficiencia): Para ser competitivos en el mercado europeo desde Valladolid, no bastaba con poder fabricar la pieza; debíamos fabricarla de forma altamente eficiente. Esto significaba optimizar cada segundo del tiempo de máquina (tiempo de ciclo) para ofrecer un precio competitivo sin sacrificar la calidad.
Reto Logístico (Exportación): Debíamos gestionar la producción y la logística para entregar en el Reino Unido, cumpliendo plazos estrictos y asegurando que las piezas llegaran en perfectas condiciones, listas para su “integración perfecta y sin ajustes”.
La Solución de Industrias Ríos
Fase 1: El diseño de la eficiencia
El éxito de este proyecto se fraguó en nuestra oficina técnica industrial. Antes de que una sola viruta tocara el suelo, nuestro equipo de ingeniería realizó un análisis exhaustivo del proceso productivo, centrándose en la eficiencia.
El primer paso fue el diseño de utillajes de sujeción (fixtures) específicos. Mecanizar aluminio con tolerancias de planitud estrictas requiere un amarre que sujete la pieza con firmeza sin deformarla. Nuestro equipo diseñó un utillaje a medida que permitía una sujeción estable y, a la vez, dejaba acceso a la mayoría de las caras de la pletina.
El segundo y más crítico paso fue la optimización de las trayectorias CAM. Nuestros programadores no se conformaron con un programa CNC funcional; buscaron el más eficiente. Utilizando software CAM avanzado, simularon y optimizaron las trayectorias de fresado de alta velocidad (HSM), minimizando los movimientos en vacío, asegurando una carga de herramienta constante (clave para el acabado en aluminio) y reduciendo drásticamente el tiempo de ciclo total por pieza. Se diseñó el proceso para que todas las operaciones críticas (cajeados y taladrados) se realizaran en el menor número de setups (amarres) posibles, utilizando nuestros centros de fresado CNC multieje. Esto es fundamental para garantizar las tolerancias de posicionamiento entre las diferentes operaciones.

Fase 2: El Proceso productivo
Con una planificación robusta, la producción pasó a nuestro taller de mecanizados de precisión. Aquí, la estrategia de la oficina técnica cobró vida.
Mecanizado CNC de Alta Velocidad: Gracias a las trayectorias optimizadas y la capacidad de nuestros centros de fresado (como nuestra Hartford S-PLUS 10 con 15.000 rpm y 40 m/min de avance), pudimos mecanizar las pletinas de aleación de aluminio a gran velocidad. Esto no solo reduce el tiempo (y el coste), sino que a menudo mejora el acabado superficial en aluminio, evitando el embotamiento.
Control de la Estabilidad Dimensional: El aluminio tiene un coeficiente de dilatación térmica significativamente mayor que el acero. Nuestros operarios expertos gestionaron el uso de refrigerantes y las pasadas de mecanizado para mantener la pieza estable dimensionalmente durante todo el proceso, asegurando que la planitud se mantuviera dentro de las tolerancias especificadas.
Ejecución de Operaciones Múltiples: Los múltiples taladrados y cajeados se ejecutaron con precisión absoluta, respetando las estrictas tolerancias de posicionamiento relativo entre ellos. La rigidez de nuestras máquinas y la precisión de nuestros controles Fanuc fueron clave para lograr la repetibilidad exigida por una producción en serie para automoción.
La Garantía 100% Inspección en lab de metrología 3D
En la cadena de suministro TIER 1, una pieza “probablemente correcta” no es aceptable. La única pieza válida es la pieza “demostrablemente correcta”. Por esta razón, nuestro sistema de gestión de calidad, certificado ISO 9001, dictaminó que cada una de las pletinas fabricadas para el lote de Luton debía ser inspeccionada al 100%.
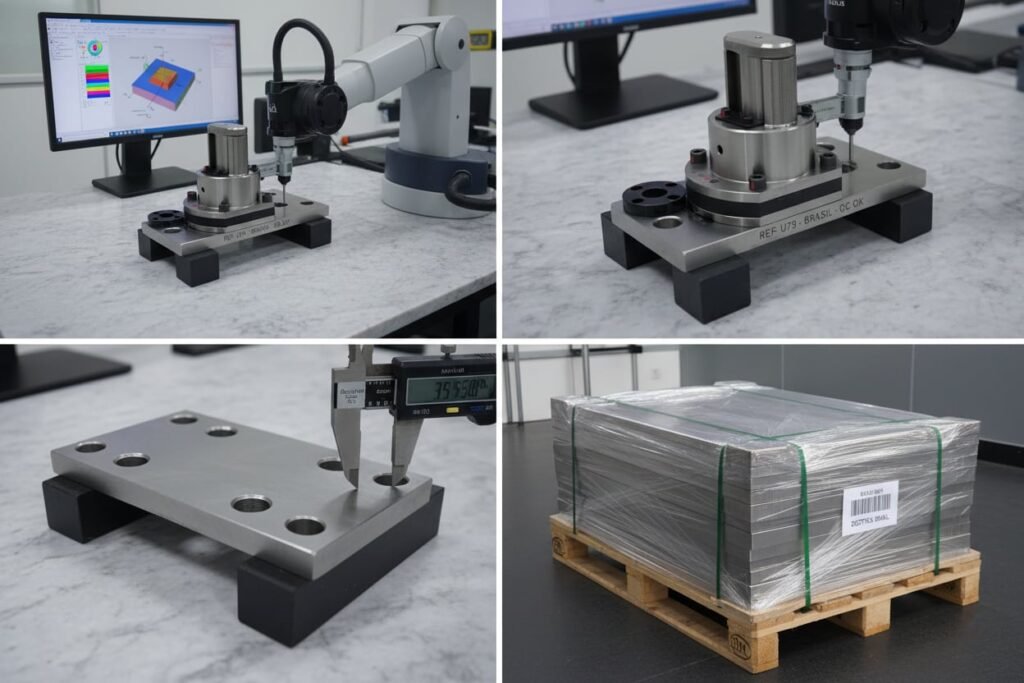
Todas las pletinas pasaron por nuestra máquina tridimensional (CMM). Este no fue un control aleatorio, sino una verificación exhaustiva de cada unidad. En nuestro laboratorio de metrología, comparamos cada pletina con el modelo CAD 3D original del cliente, midiendo con precisión micrométrica:
La planitud de las caras principales y el fondo de los cajeados.
El posicionamiento exacto de cada uno de los taladrados.
Las dimensiones generales de la pieza.
Solo aquellas piezas que demostraron una conformidad total con los planos (100% OK) fueron aprobadas para su embalaje y envío. Generamos los informes dimensionales correspondientes, proporcionando al cliente una trazabilidad y una garantía de calidad absolutas. Este paso es el que transforma a Industrias Ríos de un simple “fabricante” a un “socio fiable.
El Resultado: Un socio competitivo en la cadena de suministro europea
La entrega del lote de pletinas (Ref. X82) en Luton (Reino Unido) fue un éxito total. Las piezas fueron introducidas directamente en la línea de ensamblaje del cliente sin necesidad de ajustes, verificaciones adicionales o reprocesos. Esta “integración perfecta” es el valor más alto que podemos ofrecer a un cliente de automoción, ya que les ahorra tiempo y dinero.
Este proyecto consolidó la posición de Industrias Ríos como un proveedor competitivo y fiable en la exigente cadena de suministro europea. Demostramos que, desde Valladolid, podemos competir en precio, eficiencia y calidad con cualquier proveedor del continente, gracias a un proceso productivo inteligentemente diseñado por nuestra oficina técnica y ejecutado con la máxima precisión.
¿Necesita un proveedor fiable para sus series de mecanizado?
La experiencia con la “Pletina X82 LUTON” es un reflejo de nuestro ADN empresarial: combinar la ingeniería de procesos para optimizar costes con una ejecución de fabricación precisa y un control de calidad inflexible. Si su empresa busca un socio para la fabricación de series de componentes de precisión, ya sea en aluminio, acero o plásticos técnicos, y valora la eficiencia y la garantía de calidad total, le invitamos a contactar con nosotros. Descubra cómo nuestra capacidad productiva puede fortalecer su cadena de suministro, tanto a nivel nacional como internacional.